上海交通大学研究人员基于DLP技术设计了一种侧面打印方式,并通过该技术制备一体化封闭管道和接口的微流控芯片,初步验证了侧面曝光打印技术未来在微流控芯片及微纳制造领域中的应用。相关研究成果以“基于侧面DLP的3D打印技术制作微流控芯片”为题发表在期刊《微纳电子技术》上。
研究人员首先设计和构建了侧面DLP 3D打印系统(图1、2),投影光机使用30w、波长405nm的紫外LED作为光源,数字微镜器件装置是DLP光机的核心部件,该装置含有上百万个按序排列的微型镜片,每个镜片对应于成像图片中的一个像素。利用计算机向投影仪输入数字图像或视频后,光源与镜片组配合使投影仪可清晰地投射出数字图像。为实现三维物体打印,研究人员通过Y轴位移平台控制打印平台移动,设置Y轴单层厚度完成逐层打印。
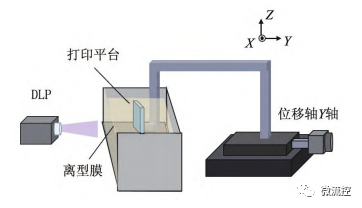
图1 侧面DLP 3D打印技术的原理图
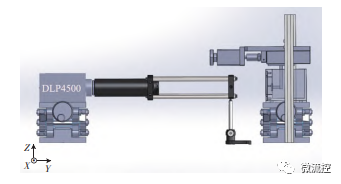
图2 侧面DLP 3D打印系统的机械结构图
接着,研究人员设计搭建了4F双远心光路系统实现投影系统成像,4F系统将小孔光阑放在光学系统的中间,使物面位于物镜的前焦面,在4F系统的中间焦面即物镜后焦面、筒镜前焦面放置光阑,像面位于筒镜后焦面。图3为打印系统的光路示意图,可调光阑放置于物镜(焦距F1=100mm,双胶合透镜)和筒镜(焦距F2=160mm,平凸透镜)的共焦面位置,二维投影由DMD发出后通过4F系统成像至打印平台。
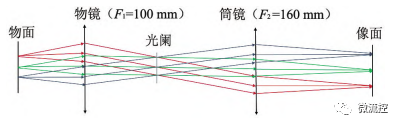
图3 侧面DLP 3D打印系统的光路示意图
而后,研究人员采用一步法制备了微流控芯片。具体地,研究人员设计了中空管道模型,并利用侧面DLP曝光体系打印模型,图4为利用侧面曝光系统实现逐层打印中空管道的过程,将结构内部未被固化的树脂冲洗之后即可得到中空管道。并设计了U型管和多支路管道模型用于一体化封闭管道的打印测试,图5和图6分别为单接口和双接口两种一体化封闭管道的模型及打印结果,设置单层厚度为100μm,单接口模型中曝光时间设置为8层基底层各曝光12s,52层普通层各曝光9s,整个模型打印时长27min。打印完成后对打印结构进行后处理,并对管道灌入红色和绿色染料测试打通率。其中单接口管道模型的管道直径为1mm,打通率为100%。双接口管道模型的管道直径为0.5mm,打通率也为100%。
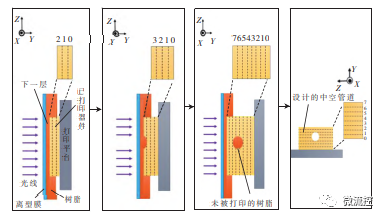
图4 逐层打印中空管道流程图
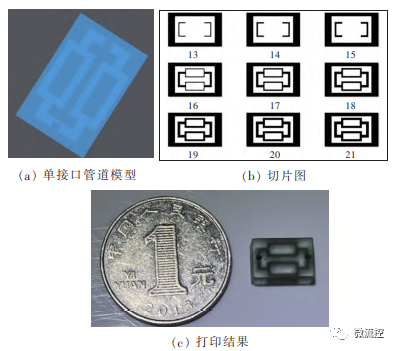
图5 单接口管道模型及打印结果
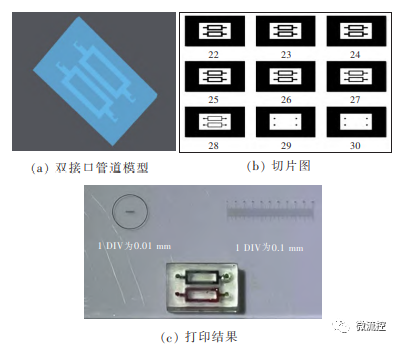
图6 双接口管道模型及打印结果
最后,为测试多层互连管道的打印情况,研究人员设计了双层U型互连管道,并进行打印测试,图7(a)为双层互连U型管的STL 模型图,设计模型高度为5mm,图7(b)为模型的部分切片图,设置单层切片厚度为50μm,曝光时间设置为8层基底层各曝光9s,92层普通层各曝光4s,整个模型的打印时长为40min。打印完成后对打印结构进行后处理,并对管道灌入黄色染料测试打通率,图7(c)和(d)为打印的多层互连管道正面和侧面图,其中管道直径为0.8mm,两层U型管和连通管道均打通。
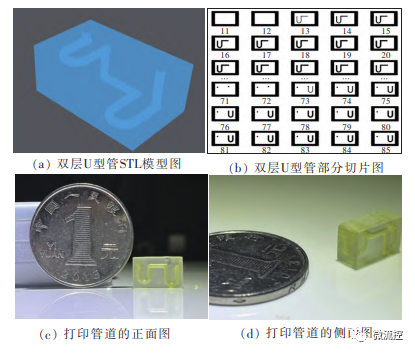
图7 多层互连管道打印结果
综上所述,该项研究基于数字光处理(DLP)技术提出了一种新型的侧面曝光打印技术,并利用4F光路以及运动系统完成平台搭建。该3D打印系统的投影图像分辨率为12.5μm,靶面约为16mm × 10mm。相比常用的上曝光或下曝光3D打印技术,其容易消除气泡且装置简单。通过对封闭管道打印机制分析及实验优化,可实现直径400μm的圆形或边长400μm的方形等封闭管道打印。为验证侧面曝光打印平台打印微流控芯片的可行性,设计具有一体化封闭管道和接口的模型进行打印测试,40min可以打印一个6mm厚的微流控芯片,管道打通率为100%。





